
Ximai Machinery Offering Safety and Strong Life Elbow



Basic Info
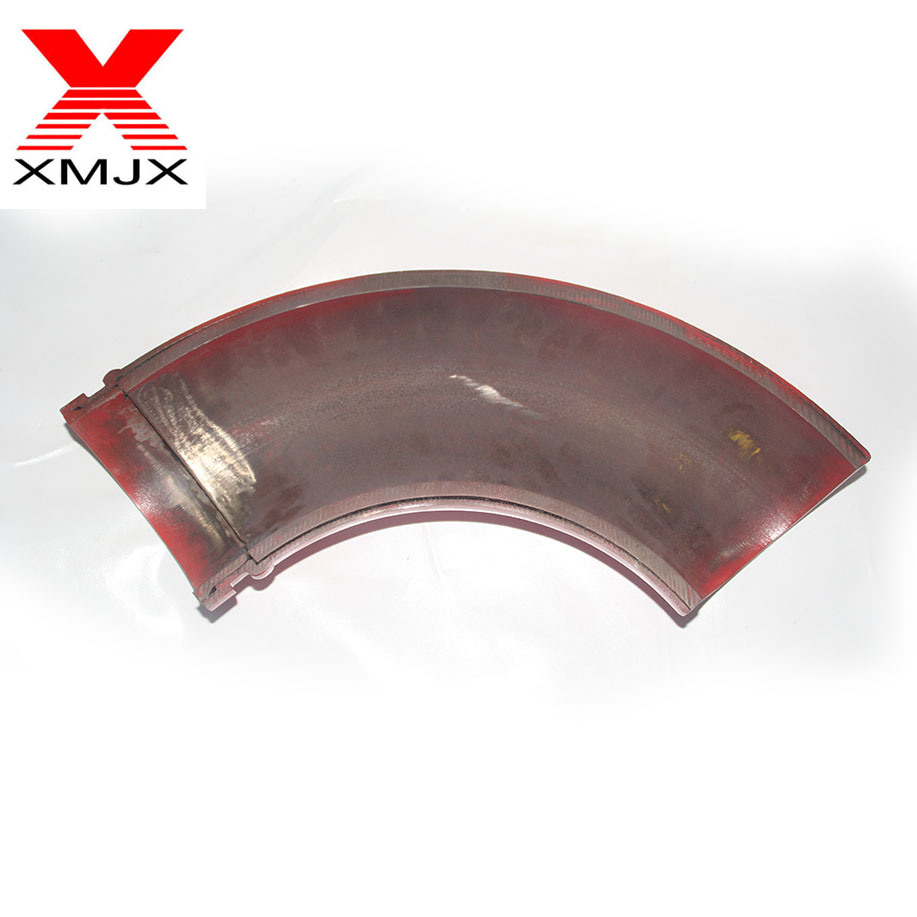
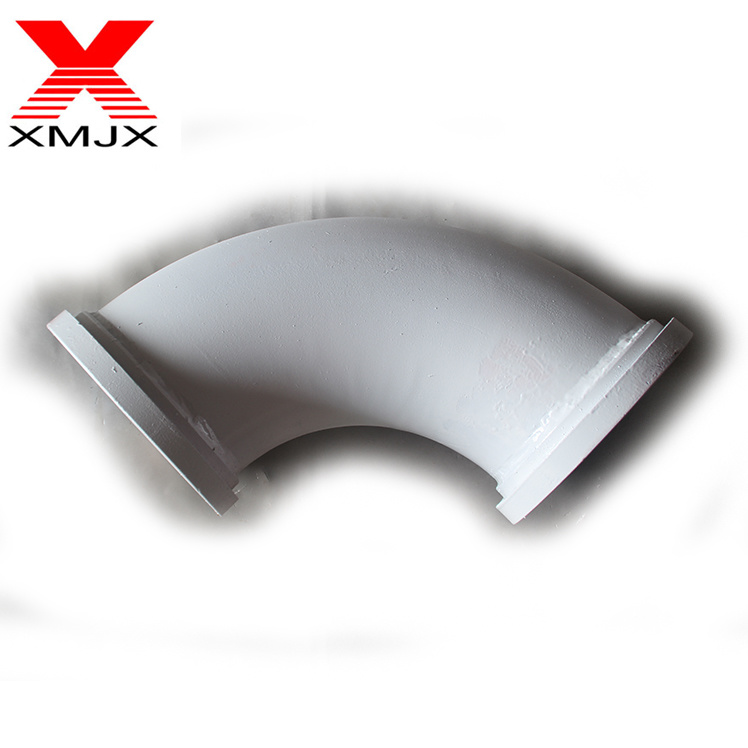
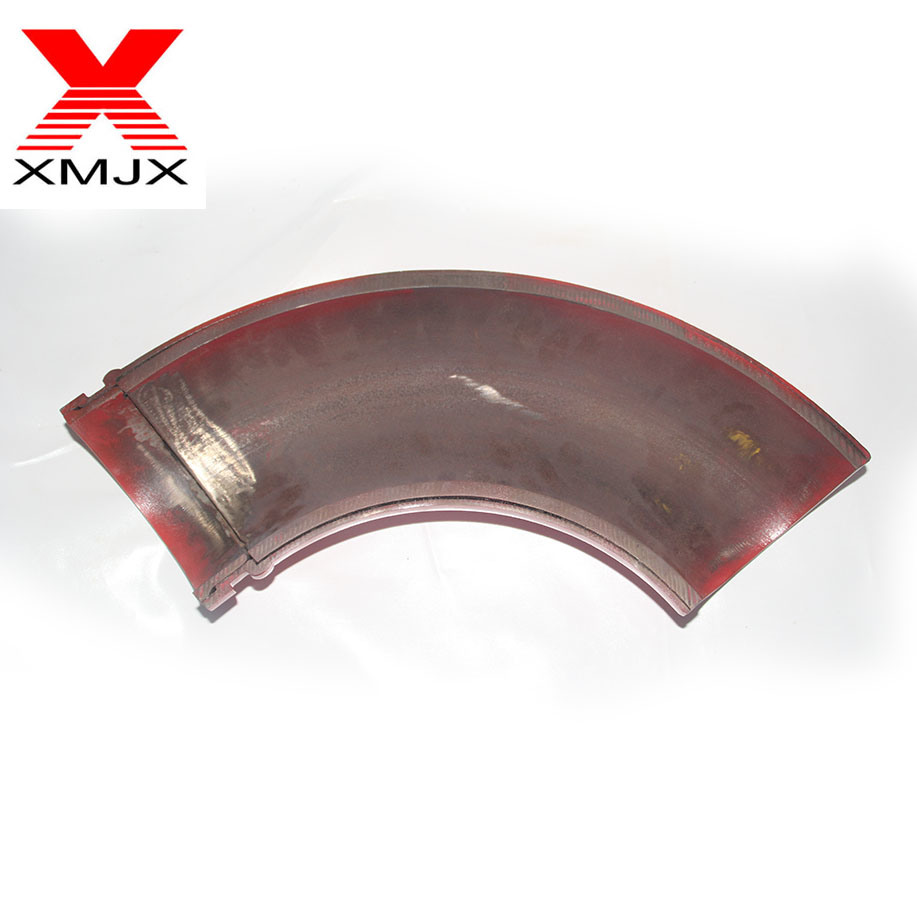
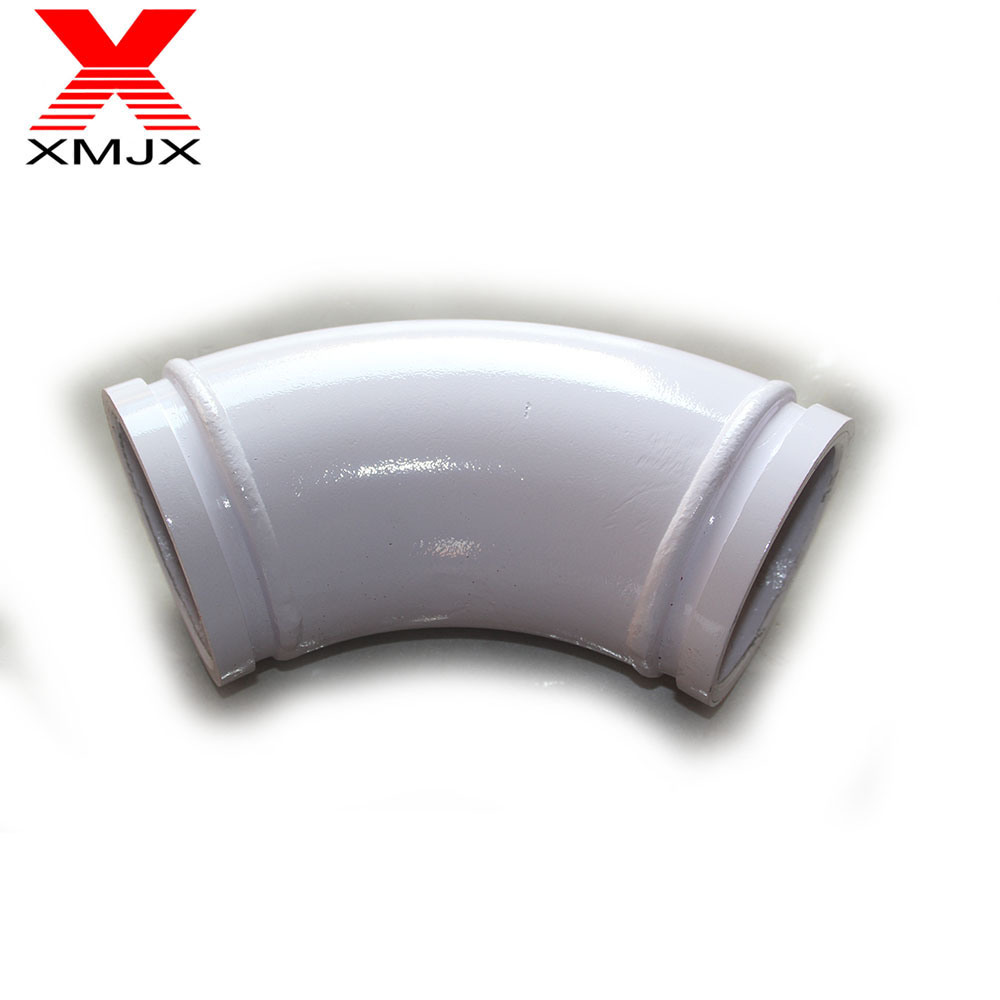
| TWIN WALL ELBOW DN125 R27590° | |||||||
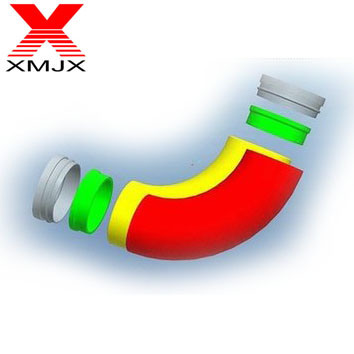
| CAST CHROME CARBIDE LINER+POLYMER DAMPING LAYER+ST52 SHELL | |||||||
| Part Number | Specification | Weightlbs/kgs | Liner Hardness | Dimension Tolerance | Pressure | Weld tensile strength | Surface coating |
| TWBE527590 | DN125 R27590° | 32.2/14.6 | Up to 62-65HRC | <1mm<1° | 160bar | >580bar | Baking paint |
| TWDE527590 | DN125 R27590° | 36.1/16.4 | Up to 62-65HRC | <1mm<1° | 160bar | >580bar | Baking paint |
| All boom elbows and deck elbow for PM, SCHWING, CIAF, JUNJIN,KCP etc are available | |||||||
Advantages
The twin-layer structure ensures high abrasion resistance and toughness
Chromium alloy iron casting enables the liner highly wear proof and reduce pressure
Seamless welding enables the the outer layer hard to explode
Light weight improves vehicle efficiency, highly reduces labor and cost and the time for replacement
Designed structure, material and process realize its 3-5 times service life of common products
to extend the service life of other pipe fitting
Easy to use and handle
Our service………………………………………………………………………………………………………………………………………..
Production display………………………………………………………………………………………………………………………….
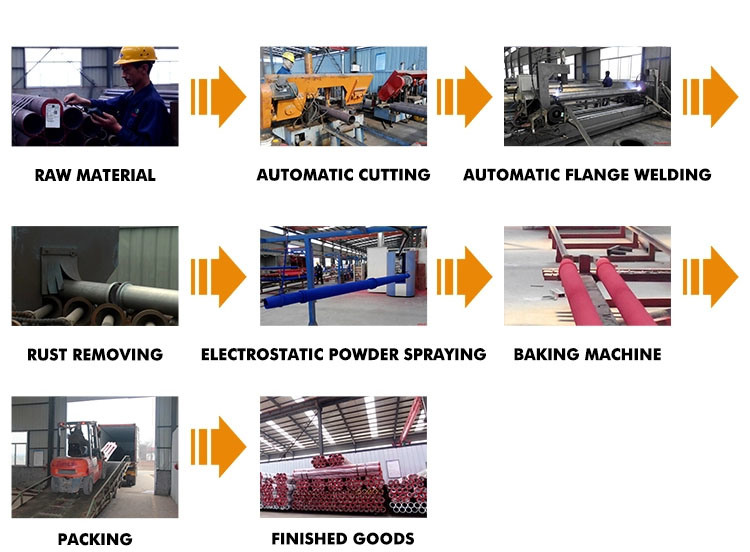
 Product process…………………………………………………………………………………………………………………………………………
Product process…………………………………………………………………………………………………………………………………………
 Product test……………………………………………………………………………………………………………………………………….
Product test………………………………………………………………………………………………………………………………………. Packaging&Shipping……………………………………………………………………………………………………………………………….
Packaging&Shipping……………………………………………………………………………………………………………………………….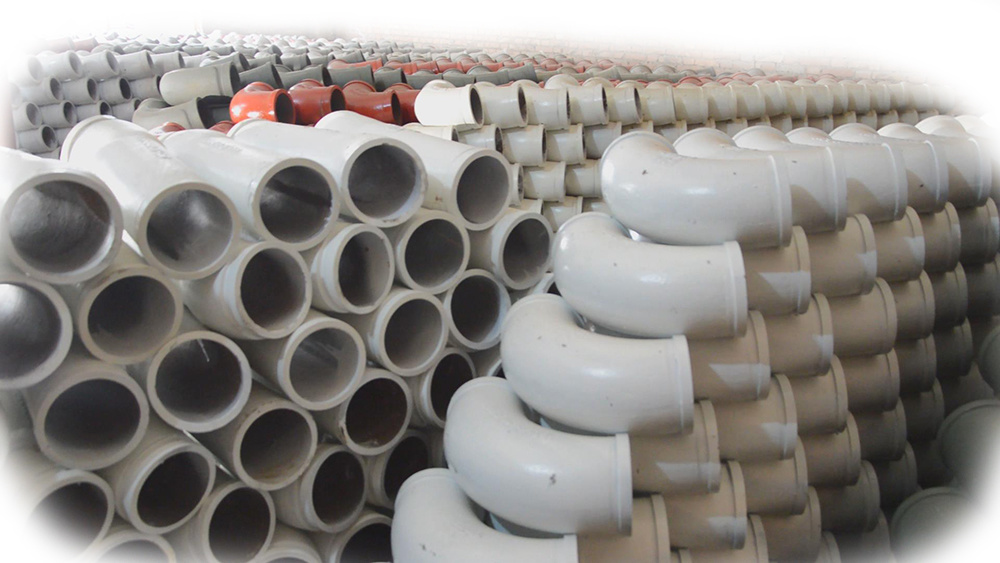

 Contact us……………………………………………………………………………………………………………………………………………..
Contact us…………………………………………………………………………………………………………………………………………….. FAQ……………………………………………………………………………………………………………………………………………………………….
FAQ……………………………………………………………………………………………………………………………………………………………….
Q: Are you trading company or manufacturer ?
Q: How long is your delivery time?
Q: Do you provide samples ?is it free or extra ?
Send your message to us:
Products categories
-
Cheap Price Sany/Zoomlion/Putzmeister Elbow for...
-
Putzmeister Schwing Truck Mounted 4 Inch Twin W...
-

15.5kg R275 90d Double Wall Elbow with Low Pric...
-

Concrete Pump Mn13-4 Elbow for Schwing, for Sany
-

Twin Wall DN125 Concrete Pump DN125*R275*90d Elbow
-

Concrete Pump Single/Twin Wall Elbow/ Bend Pipe